
TIG溶接
TIG溶接とは?
TIG溶接とは、タングステン電極を使って母材との間にアークを発生させ、その熱で母材及び溶接
棒を溶かして接合する溶接法です。手溶接と違ってバチバチ火花は飛び散りません。

TIG溶接の特徴
ティグ溶接は、タングステン電極を使用するため、極めて安定したアークを得ることができ、薄板から厚板まで幅広く溶接ができます。
また、シールドに不活性ガス(アルゴンなど)を使うので、滑らかで光沢のあるビードも特徴のひとつです。
耐食性や靭性にも優れ、溶接欠陥も発生が少なく各種溶接法の中で最も高品質な溶接結果が得られます。
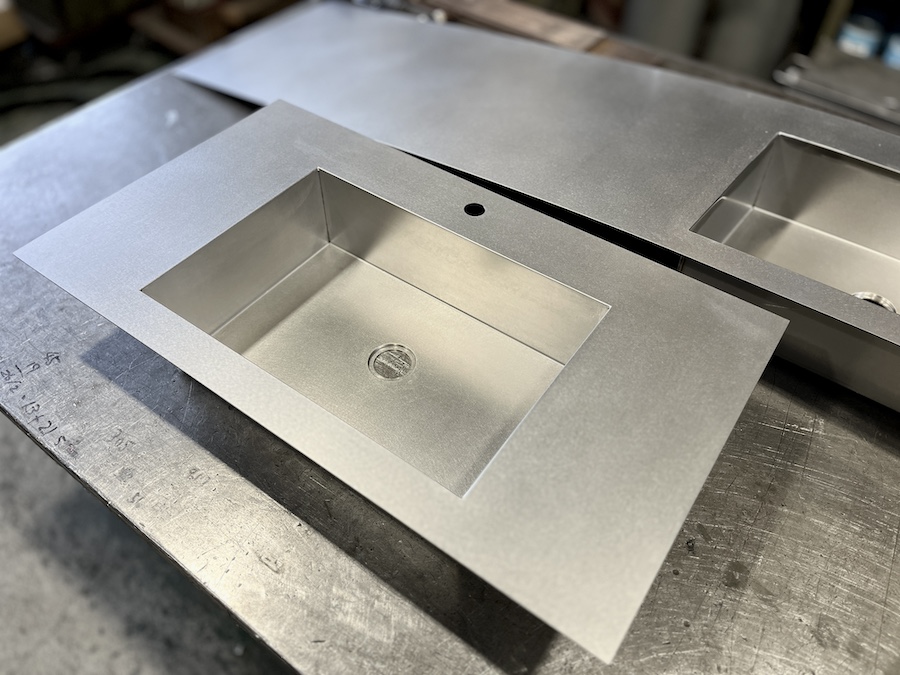
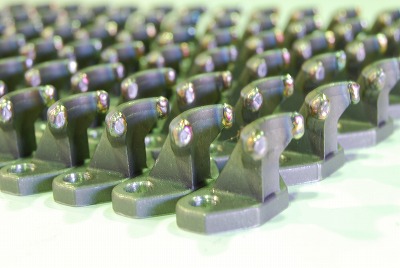
ステンレス溶接の作業風景

仮付け
溶接の作業風景を紹介したいと思います。
まず、仮付けをします。
ものによっては細かく付けないと溶接中に外れてしまったり、歪で隙間があいてしまう場合があります。

寸法チェック
歪を予測して、角度を開き気味にしたりする場合もあります。

溶接
溶接をします。
ステンレスの場合、鉄の溶接に比べて歪が大きいので拘束冶具を使ったり、溶接後に修正します。
溶接に使う道具達
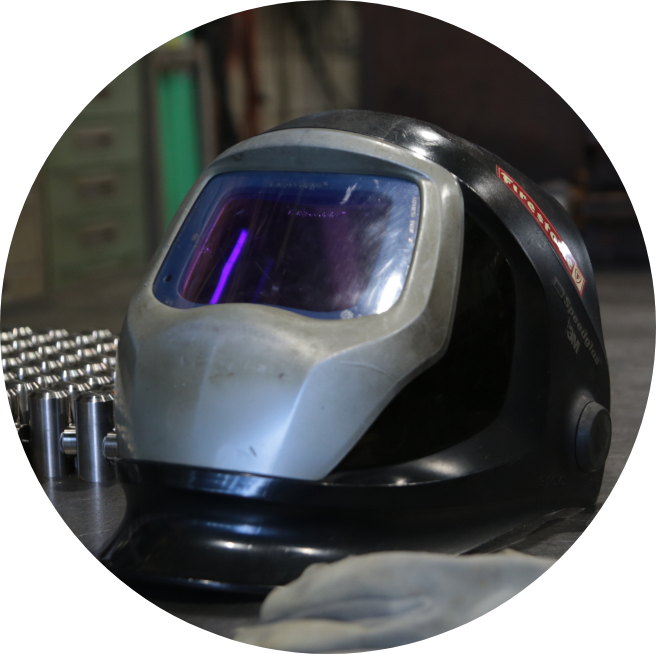
溶接面
溶接の時にかぶる面です。
これがないと顔や目が有害な紫外線・赤外線にさらされてしまいます。昔は手で遮光ガラスを開け閉めしてましたが、最近では自動遮光面のおかげで作業性が良くなりました。

トーチ
溶接のトーチです。
先端の針のようなものが電極(タングステン)です。
話はそれますが、タングステンとは「重い石」という意味で非常に硬く重い希少金属です。
金と比重が近い19.3 ステンレスが7.93ですからかなり重いです。

溶接棒
色々な材質・径の溶接棒です。溶接する材料や隙間によって使い分けします。

ポジショナー
ポジショナーです。
陶芸で使う「ろくろ」のようなもので、溶接するものを回転させて溶接できるのでビードが均一になります。


NEWS